SmartRoughing · Material Demo · Autodesk Fusion
Same Machine. Same Material.
Different Material. Different Strategy.
SmartRoughing doesn’t just adjust for hardness — it accounts for the full machinability profile of each material, including strength, ductility, and thermal response. This demo shows how the same part, machine, and tool produce dramatically different optimal cutting conditions and cycle times across four materials.
- Machine: DMV 50 · Same across all
- Tooling: Identical across all
- 4 materials compared
- 4:56 → 17:57 range
- 4
Machines tested - 125–350
Hardness range (HB) - 4:56
Fastest (AISI 1020) - 17:57
Slowest (316Ti)
Materials at a Glance
Four materials — free-machining steel, alloy steel, hardened alloy steel, and stainless — each with a distinct machinability profile.
AISI 1020
125 HB
Free-machining low-carbon steel
Free-machining
4:56
AISI 4140
180 HB
Chrome-moly alloy steel
Alloy steel
5:28
AISI 4140
350 HB
Hardened chrome-moly alloy steel
Hardened
10:29
AISI 316Ti
180 HB
Titanium-stabilised austenitic stainless
Stainless steel
17:57
Hardness Alone Does Not Determine Cycle Time
AISI 4140 at 180 HB and AISI 316Ti at 180 HB share the same hardness — yet SmartRoughing produces a cycle time of 5:28 for one and 17:57 for the other. Hardness is one input, but machinability is determined by the full material behaviour: strength, work-hardening tendency, thermal conductivity, chip formation, and tool wear characteristics. SmartRoughing models all of these, not just HB.
How SmartRoughing Adapts to Material
Material properties feed directly into the constraint solver — changing the ceiling on every cutting parameter

Reads Material Machinability
SmartRoughing uses its own internal material definition to determine the specific cutting force, chip load limits, and thermal load for that material. Harder or more difficult materials generate higher cutting forces per unit of chip load, which directly lowers the safe ceiling on ap, ae, and F.

Balances All Three Constraints Simultaneously
For each pass, SmartRoughing checks TorqueLim, PWRLim, and BNDLim against the cutting forces predicted for that material. A harder material raises the force per mm³ removed — so the same ap and ae that were safe in 1020 will overload the spindle in hardened 4140.
Sets MRR to the Safe Maximum
ap, ae, F, and S are solved to maximise MRR while keeping all three constraints below their limits. The result is the fastest cycle time achievable for that material on that machine — not a conservative default, and not an unsafe guess.
Key Principle for Fusion Users
When you switch materials in Fusion’s setup sheet, SmartRoughing recalculates the entire toolpath from scratch. The same add-in, the same machine definition, the same tool, but a completely different set of cutting parameters optimised for the new material. There is no manual re-tuning. The strategy adapts automatically.
Cycle Time Comparison
Same part, same machine, same tooling. Only the material changes — and SmartRoughing recalculates everything.
AISI 1020 · HB 125
Free-machining low-carbon steel · baseline
AISI 4140 · HB 180
Chrome-moly alloy steel
AISI 4140 · HB 350
Hardened chrome-moly alloy steel
AISI 316Ti · HB 180
Titanium-stabilised stainless steel
316TI vs 4140 at the Same Hardness — A 3× Difference in Cycle Time
Both AISI 4140 (HB 180) and AISI 316Ti (HB 180) sit at the same Brinell hardness. Yet SmartRoughing produces a cycle time of 5:28 for the alloy steel and 17:57 for the stainless — more than three times longer. Stainless 316Ti work-hardens rapidly, has poor thermal conductivity (heat stays in the cutting zone), and generates high cutting forces relative to its hardness. SmartRoughing accounts for all these properties and automatically reduces ap, ae, and F to stay within machine and tool limits.
Material-by-Material Analysis
What SmartRoughing does — and what constrains it — for each material
AISI 1020 · HB 125
Free-machining low-carbon steel · easiest to cut
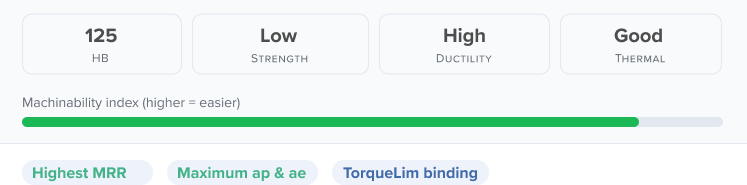
Low hardness and excellent machinability allow SmartRoughing to push ap, ae, and F to their highest values across all four materials. Cutting forces are low per unit of chip load, so the spindle’s TorqueLim becomes the primary ceiling rather than material resistance. The result is the shortest cycle time of the test.

AISI 4140 · HB 180
Chrome-moly alloy steel · moderate difficulty
13:42 machining time
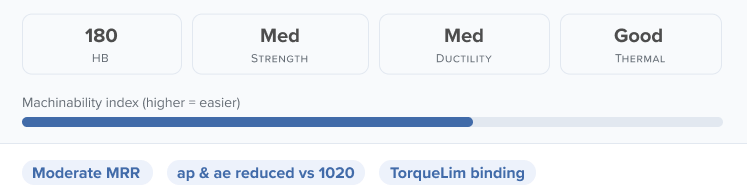
Higher strength and hardness increase the cutting force per unit of chip load. SmartRoughing reduces ap, ae, and F from their 1020 levels to keep TorqueLim in check. The material still cuts predictably with good chip formation, so the reduction is moderate — only 32 seconds slower than AISI 1020.

AISI 4140 · HB 350
Hardened chrome-moly alloy steel · high difficulty
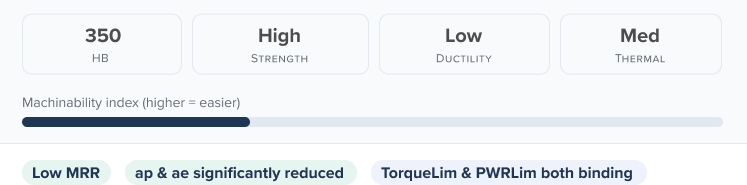
At 350 HB the same alloy steel requires nearly twice the cycle time of the HB 180 variant. Cutting forces per mm³ are much higher, and both TorqueLim and PWRLim become active constraints simultaneously. SmartRoughing must reduce ap, ae, and F substantially to keep the spindle within its limits. This is not a conservative default — it is the fastest safe strategy for this material on this machine.

AISI 316Ti · HB 180
Titanium-stabilised austenitic stainless · most difficult
17:57 machining time
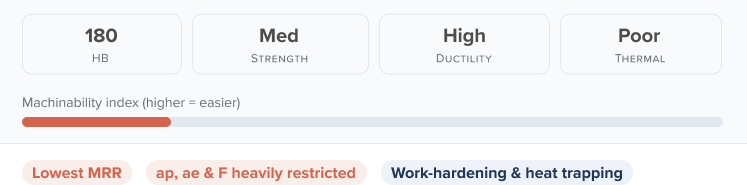
Despite sharing the same 180 HB hardness as AISI 4140, the 316Ti stainless demands over three times the cycle time. The reasons are physical: it work-hardens rapidly during cutting (each pass makes the next one harder), it has poor thermal conductivity (heat concentrates at the cutting edge rather than dispersing through the chip), and its high ductility produces long, stringy chips that increase cutting forces. SmartRoughing is aware of all these factors and applies conservative ap, ae, and F values to avoid overloading the machine and tool.

The Constraint That Stays Constant — Torquelim and Pwrlim Are Always Binding
Across all four materials, TorqueLim sits at ~89–92% in every case. SmartRoughing always pushes right up to the machine’s limits — what changes is how much ap, ae, and F it takes to reach that ceiling. In soft 1020, large cuts are needed to load the spindle. In 316Ti, even tiny cuts saturate it. The machine is always working at its maximum safe output — it is the material that determines how much metal is removed per spindle revolution.
Parameter Reference
What SmartRoughing balances — and how each responds as material difficulty increases
Parameter | Full Name | Type | Effect as material gets harder / more difficult to machine | Dominant constraint for 316Ti? |
|---|---|---|---|---|
ae | Radial engagement (step-over) | Cutting | Decreases — harder materials generate more cutting force per mm of radial engagement, so ae is reduced to stay within TorqueLim and PWRLim | Heavily reduced — ~24% vs ~82% for 1020 |
ap | Axial depth of cut | Cutting | Decreases — deeper cuts multiply spindle load; harder materials force shallower passes | Heavily reduced — ~26% vs ~85% for 1020 |
F | Feed rate (mm/min) | Cutting | Decreases — higher cutting forces per tooth require lower chip load to protect both spindle and tool edge | Heavily reduced — ~28% vs ~88% for 1020 |
S | Spindle speed (RPM) | Cutting | Decreases — harder materials and stainless steels require lower cutting speed to control heat and tool wear | Significantly reduced for 316Ti due to heat sensitivity |
TorqueLim | Spindle torque limit | Machine | Stays consistently near its ceiling (~89–92%) across all materials — SmartRoughing always loads the machine to its maximum safe output | Yes — TorqueLim is binding for all four materials |
PWRLim | Spindle power limit (kW) | Machine | Becomes a co-binding constraint for harder materials (4140 HB 350 and 316Ti) where both torque and power are simultaneously saturated | Yes — PWRLim binds alongside TorqueLim for 316Ti |
BNDLim | Tool bending / deflection limit | Tool | Becomes less of a factor for difficult materials — when ae and ap are already forced low by material resistance, BNDLim is rarely reached | Not binding — only 40% utilised for 316Ti |
MRR | Material removal rate | Output | Drops significantly as material difficulty increases — harder materials produce far less material removed per minute of spindle time | Lowest across all four materials for 316Ti |
Practical Takeaway for Fusion Users
When you change the material in your Fusion setup, SmartRoughing does not simply scale cutting parameters up or down proportionally with hardness. It re-solves the entire constraint problem for the new material’s specific behaviour — strength, ductility, thermal conductivity, and chip formation all feed into the result. A material like 316Ti that appears similar to alloy steel on a hardness chart will produce a completely different strategy. This is why manual speed-and-feed tables frequently produce either dangerously overloaded or unnecessarily slow programs: they do not model the full material behaviour. SmartRoughing does.
Try it yourself
Download the Fusion 360 archive and open it directly in Autodesk Fusion to explore the toolpaths used in this demo – Autodesk Fusion 360 archive · all four material setups · AISI 1020, 4140, 4140 HB350, 316Ti · DMV 50