SmartRoughing · Spindle Demo · Autodesk Fusion
Same Machine. Same Material.
Different Machine. Different Result.
SmartRoughing automatically reads your machine’s spindle characteristics — power, torque, and speed limits — and builds a toolpath optimised for those exact constraints. This demo shows how cycle time shrinks as spindle capability grows, with identical tooling and material throughout.
- Material: AISI 1215 · HB 125
- Tooling: Identical across all tests
- 4 machines compared
- 15:08 → 12:16 cycle time
- 19%
Max time saving - 4
Machines tested - 130 Nm
Peak spindle torque - 15,000
Peak RPM
How SmartRoughing Adapts to Your Spindle
Three inputs from your machine definition drive every toolpath decision.

Reads Machine Limits
SmartRoughing ingests the spindle speed power torque curve, maximum feed rate, and spindle interface type from the SmartRoughing machine definition. No manual entry needed.

Solves the Constraint Triangle
For each pass, it simultaneously checks TorqueLim, PWRLim, and BNDLim. The most restrictive constraint sets the ceiling — cutting parameters are pushed right to that edge.
Maximises MRR within BNDLim
ap, ae, F, and S are all tuned upward until one constraint binds. More capable spindle = higher parameters = faster machining.
Key Principle for Fusion Users
SmartRoughing is not a fixed strategy — it is an adaptive solver. The same add-in, the same post-processor, the same setup sheet. Only the machine definition changes, and the toolpath recalculates accordingly. This means your programs are always optimal for the machine they will run on.
Cycle Time Comparison
All four machines cutting the same part in AISI 1215 with identical tooling. Only the spindle changes.
DMG M1
Inline 10,000 rpm · 43 Nm · 9 kW
DMG M1
Inline 12,000 rpm · PRO spindler
DMG DMV60
InlineMASTER 12,000 rpm
DMG DMV200
SpeedMASTER 15,000 rpm · 130 Nm · 75 kW
15:08 - DMG M1 10k
- Baseline
13:42 - DMG M1 12k
- PRO spindle
- −86 sec
13:01 - DMV60
- InlineMASTER
- −41 sec
12:16 - DMV200
- SpeedMASTER HT
- −45 sec
Machine-by-Machine Analysis
What SmartRoughing actually does — and what constrains it — on each platform
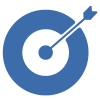
DMG M1 — Inline 10,000 rpm
COMPLETE / PLUS · 43 Nm continuous · 9 kW
15:08 machining time
The 43 Nm continuous torque ceiling is the dominant constraint. SmartRoughing keeps ap and ae modest to avoid overloading the spindle. F is also curtailed. The strategy prioritises spindle health over cycle time.

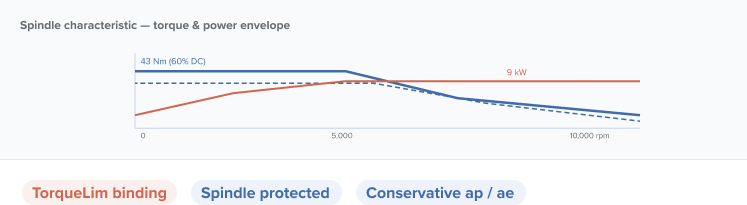
DMG M1 — Inline 12,000 rpm
PRO version · Higher continuous torque
13:42 machining time
Increased continuous torque gives SmartRoughing room to raise ap, ae, and F. The algorithm automatically exploits this headroom — no manual tuning required by the programmer. Machining time drops by 1 minute 26 seconds compared to the 10,000 rpm variant.

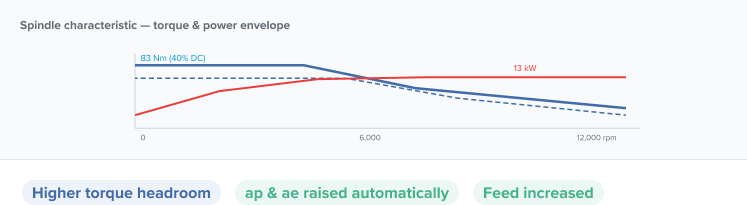
DMG DMV60
InlineMASTER 12,000 rpm · 200 Nm peak · 10 kW
13:01 machining time
The InlineMASTER delivers 200 Nm at low RPM — exceptional torque headroom for heavy cuts. SmartRoughing pushes Axial and Radial Depth of Cut further, increasing MRR per pass. PWRLim becomes the new ceiling rather than TorqueLim.

DMG DMV200
SpeedMASTER 15,000 rpm High Torque · 130 Nm · 75 kW
12:16 machining time
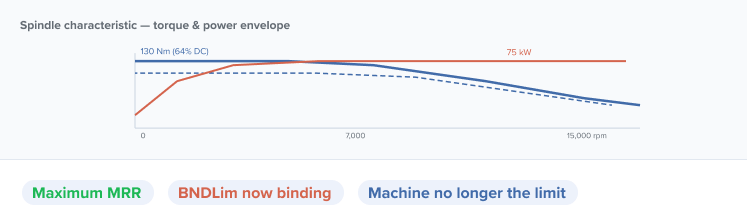
Power and torque are no longer the bottleneck. SmartRoughing has so much machine headroom that it pushes cutting parameters until BNDLim binds. The machine is being used to its theoretical ceiling for this tool.

The Constraint Shift — What It Means for Fusion Users
On the small M1 10k, TorqueLim is the binding constraint and BNDLim sits at ~50%. On the high-power DMV200, TorqueLim drops to 45% while BNDLim reaches 94%. SmartRoughing automatically finds whichever limit the cutting conditions hit first and stops there — you never exceed a limit, but you never leave performance on the table either. To go faster on the DMV200 you would need a stiffer tool (shorter stickout or larger diameter), not a bigger machine.
What Limits Each Machine?
SmartRoughing identifies the active constraint and targets it — the binding limit varies as spindle power grows

M1 · 10,000 rpm
TorqueLim binding
The 43 Nm TorqueLim is hit before PWRLim or BNDLim become relevant. Cutting parameters are kept conservative to protect the spindle.

M1 · 12,000 rpm PRO
TorqueLim & PWRLim
Both TorqueLim and PWRLim are active constraints. SmartRoughing balances cutting parameters between them.

DMV60 · 12,000 rpm
PWRLim binding
Torque headroom is ample; PWRLim (10 kW) now becomes the primary constraint. MRR still improves over the M1.
DMV200 · 15,000 rpm
BNDLim binding
Machine headroom is virtually unlimited for this tool. Tool deflection — BNDLim — is the final wall. Upgrading to a stiffer or larger-diameter tool is the only way to go faster.
Parameter Reference
What SmartRoughing balances — and how each responds as spindle power increases
Parameter | Full Name | Type | Effect as Spindle Power Grows | Binding on DMV200? |
|---|---|---|---|---|
ae | Radial Depth of Cut | Cutting | Increases — SmartRoughing allows a wider radial engagement per pass, cutting more material sideways with each toolpath | Raised toward the Tool Bending Limit ceiling |
ap | Axial depth of cut | Cutting | Increases — SmartRoughing commands deeper axial cuts per pass as the Spindle Torque Limit headroom grows | Raised toward the Tool Bending Limit ceiling |
F | Feed rate (mm/min) | Cutting | Increases — SmartRoughing raises the Feed Rate as the machine can sustain a higher chip load per tooth | Raised to approximately 88% of the Feed Rate limit |
S | Spindle speed (RPM) | Cutting | Optimised per machine’s power band for the best Material Removal Rate / stability balance | Tuned to the sweet spot in the spindle power curve |
TorqueLim | Spindle torque limit | Machine | Spindle Torque Limit utilisation falls from 88% on the M1 10k down to just 45% on the DMV200 as machine capability grows | No — the Spindle Torque Limit is only 45% utilised on the DMV200 |
PWRLim | Spindle power limit (kW) | Machine | Active binding constraint on the DMV60; largely idle on the DMV200 where 75 kW is far more than the tool can use | No — the Spindle Power Limit is only 42% utilised on the DMV200 |
BNDLim | Tool bending / deflection limit | Tool | Becomes the dominant constraint on high-power machines where the spindle is no longer limiting — the tool’s structural stiffness defines the ceiling | ✅ Yes — the Tool Bending Limit reaches 94% utilisation on the DMV200 |
Practical Takeaway for Fusion Users
Once you reach the DMV200 class of machine, buying a more powerful spindle won’t help. SmartRoughing has already reached the maximum the tool can handle. The next lever is tooling: a shorter stickout, a larger tool diameter, or a higher-stiffness substrate will lower BNDLim and unlock further cycle time reduction — which SmartRoughing will exploit automatically when you update your tool library.
Try it yourself
Download the Fusion 360 archive and open it directly in Autodesk Fusion to explore the toolpaths used in this demo – Autodesk Fusion 360 archive · all four machine setups · AISI 1215 HB 125 · DMG M1 & DMV series